La laminación es un proceso de deformación en el cual el espesor del material se reduce mediante fuerzas de compresión ejercidas por dos rodillos que giran en sentido opuesto, para tirar del material y apretarlo entre ellos.

El proceso básico ilustrado es el laminado plano, que se usa para reducir el espesor de una sección transversal rectangular. Otro proceso es la laminación de perfiles, en el cual una sección transversal cuadrada se transforma en un perfil tal como una viga doble T.
- La laminación en frío produce superficies lisas, dimensiones precisas y altas resistencias, con tolerancias en superficies de 0,5 al 1 %.
- La laminación en caliente produce superficies ligeramente rugosas y tolerancias de 2 al 5%.
La mayoría de los procesos de laminación involucran alta inversión de capital y requiere piezas de equipo pesado llamados rodillos laminadores. Este alto costo de inversión se utiliza para una producción de grandes cantidades de artículos estándar como láminas y placas.
La fabricación de las diversas variedades de productos laminados que se efectúan en la industria metálica, se realizan en diferentes pasos de laminación.
El trabajo comienza con lingotes de acero fundido o tiras de colada continua, pasando al rodillo de laminación para convertirlo en una forma intermedia llamada lupia, tocho o plancha.

- Las placas laminadas en caliente se usan para la construcción de barcos, puentes, calderas, estructuras soldadas para maquinaria pesada, tubos y tuberías, y muchos otros productos.
- El laminado en frío hace más resistente el metal y permite una tolerancia más estrecha del espesor. Además su superficie estará libre de incrustaciones o cáscaras de óxido y es generalmente superior a los correspondientes productos laminados en caliente. Estas características hacen de las láminas, tiras y rollos laminados en frío, el material ideal para estampados, paneles exteriores y otros productos que van desde automóviles hasta utensilios y muebles de oficina.
ANÁLISIS DE LAMINACIÓN PLANA
La laminación plana involucra el laminado de planchas, tiras, láminas, placas y piezas de trabajo de sección transversal rectangular, donde se presiona entre dos rodillos de manera que su espesor se reduce a una cantidad llamada draft:
d = to - tf
d = draft (mm).
to = espesor inicial (mm).
tf = espesor final (mm).
El draft se expresa algunas veces como una fracción del espesor del material inicial llamada reducción:
r = d / to
Cuando se realizan una serie de operaciones de laminación, la reducción se toma como la suma de los adelgazamientos dividida entre el espesor original.
Además de reducir el espesor se incrementa usualmente el ancho del material de trabajo. Esto se llama esparcido y tiende a ser más pronunciado con bajas relaciones entre ancho y espesor, así como con bajos coeficientes de fricción.
Existe la conservación del material, de tal manera que el volumen de metal que sale de los rodillos es igual al volumen que entra:
to x Wo x Lo = tf x Wf x Lf
to = espesor inicial (mm).
tf = espesor final (mm).
Wo = ancho inicial (mm).
Wf = ancho final (mm).
Lo = longitud inicial (mm).
Lf = longitud final (mm).
De igual forma la velocidad volumétrica del material anterior a la laminación, será igual a la velocidad volumétrica saliente de los rodillos:
to x Wo x vo = tf x Wf x vf
vo = velocidad de entrada (m/seg).
vo = velocidad de salida (m/seg).
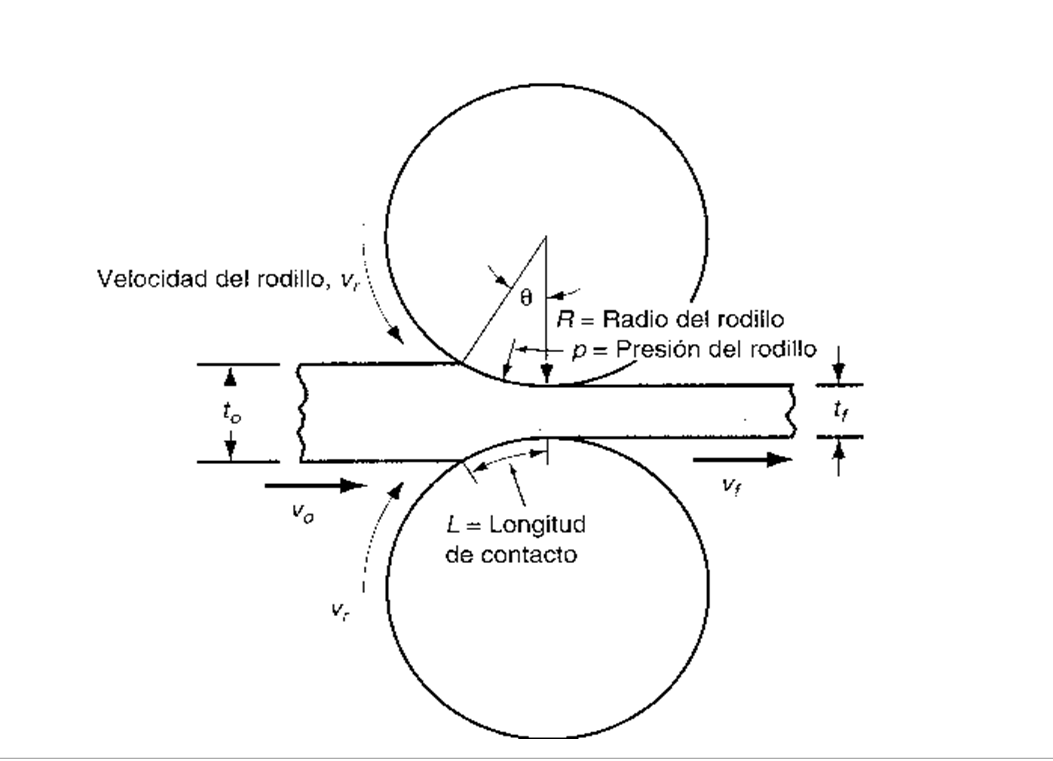
Los rodillos laminadores y el material de trabajo se unen a lo largo de un arco de contacto definido por el ángulo θ. Cada rodillo tiene un radio R y su rotación tiene una velocidad superficial vr. Esta velocidad es mayor que la velocidad de trabajo vo y menor que la velocidad de salida vf.
Como el flujo de metal es continuo, hay un cambio gradual en la velocidad del material de trabajo entre los rodillos. Sin embargo, existe un punto a lo largo del arco donde la velocidad del trabajo iguala la velocidad del rodillo.
Este punto se llama punto de no deslizamiento (punto neutro), a cualquier lado de este punto, ocurren deslizamientos y fricción entre el rodillo y el material de trabajo.
El máximo draft posible que puede alcanzar el laminado plano con un coeficiente de fricción determinado está dado por:
dmax = to – tfmin = μ² x R
dmax = draft máximo (mm).
to = espesor inicial (mm).
tf = espesor final mínimo (mm).
μ = coeficiente de rozamiento cilindros - material.
R = radio del rodillo laminador (mm).
El coeficiente de fricción o rozamiento en la laminación plana depende de varios factores como lubricación, material de trabajo y temperatura de trabajo. En el laminado en frío el valor de μ es alrededor de 0,1; en tibio de 0,2 y en caliente de 0,4.
La laminación en caliente se caracteriza por la adherencia que experimenta la superficie caliente del material de trabajo que se pega a los rodillos en el arco de contacto.
El ángulo del arco de contacto entre los rodillos y el material de trabajo está dado por:
cos θ = 1 – [(to – tf) / 2R]
La longitud del arco de contacto entre los rodillos y el material de trabajo está dado por:
L = θ rad. x R
L = longitud de contacto rodillos – material (mm).
El área de laminación será:
S = W x L
S = área de laminación (mm²).
W = ancho del material (mm).
L = longitud de contacto rodillos – material (mm).
LAMINACIÓN DE PERFILES
En la laminación de perfiles el material de trabajo se deforma para generar un contorno en la sección transversal. Los productos hechos por este procedimiento incluyen perfiles de construcción como:
• Vigas dobleT.
• Vigas en L.
• Canales en U.
• Rieles de vías de ferrocarril.
• Barras redondas.
• Barras cuadradas.
• Varillas.
El proceso se realiza pasando el material de trabajo a través de rodillos formadores que actúan sobre el material de trabajo para obtener el perfil deseado.
La mayoría de los principios que se aplican en laminación plana son también aplicables al laminado de perfiles. Los rodillos formadores son más complicados y el material inicial de forma usualmente cuadrada, requiere una transformación gradual a través de varios rodillos para alcanzar la sección final. El diseño de la secuencia de las formas intermedias y los correspondientes rodillos se llama diseño de pases de laminación.
Su meta es lograr una deformación uniforme a través de las secciones transversales en cada reducción.
Las consecuencias de una reducción no uniforme pueden ser torceduras y agrietamientos del producto laminado, que se evitan utilizando rodillos horizontales y verticales para lograr una reducción consistente del material de trabajo.
RODILLOS LAMINADORES
Se dispone de varias configuraciones de rodillos de laminación que manejan una variedad de aplicaciones y problemas técnicos en los procesos de laminación.
El proceso de laminación básico consiste en dos rodillos opuestos y se denomina rodillo de laminación de dos rodillos o dúo, con diámetros que van de 600 a 1.400 mm.
La configuración de dos rodillos puede ser reversible o no. En el dúo no reversible los rodillos giran siempre en la misma dirección y el trabajo siempre pasa a través del mismo lado. El dúo reversible permite la rotación de los rodillos en ambas direcciones, de manera que el trabajo puede pasar a través de cualquier dirección.

OTRAS OPERACIONES DE LAMINACIÓN
Otros procesos de deformación volumétrica utilizan rodillos para formar piezas de trabajo como:
• Laminación de anillos.
• Laminación de roscas.
• Laminación de tubos.
Laminación de anillos:
El laminado de anillos es un proceso de deformación que lamina las paredes gruesas de un anillo para obtener anillos de paredes más delgadas, pero de un diámetro mayor.
El anillo de paredes gruesas se comprime y el material se alarga ocasionando que el diámetro del anillo se agrande. Para anillos grandes se lamina en caliente y para anillos pequeños se lamina en frío.

Laminación de roscas:
Este proceso se utiliza para formar roscas en piezas cilíndricas mediante su laminación entre dos dados.
Es el proceso comercial más importante para la producción masiva de componentes con roscas externas (pernos y tomillos). El proceso competidor es el maquinado de roscas.
La mayoría de las operaciones de laminado de roscas se realizan por trabajo en frío utilizando máquinas laminadoras de roscas. Estas máquinas están equipadas con dados especiales que determinan el tamaño y forma de la rosca.
El ejemplo muestra dados planos que se mueven alternativamente entre sí, formando la rosca del componente.


No hay comentarios.:
Publicar un comentario
Gracias por visitar esta página!.